

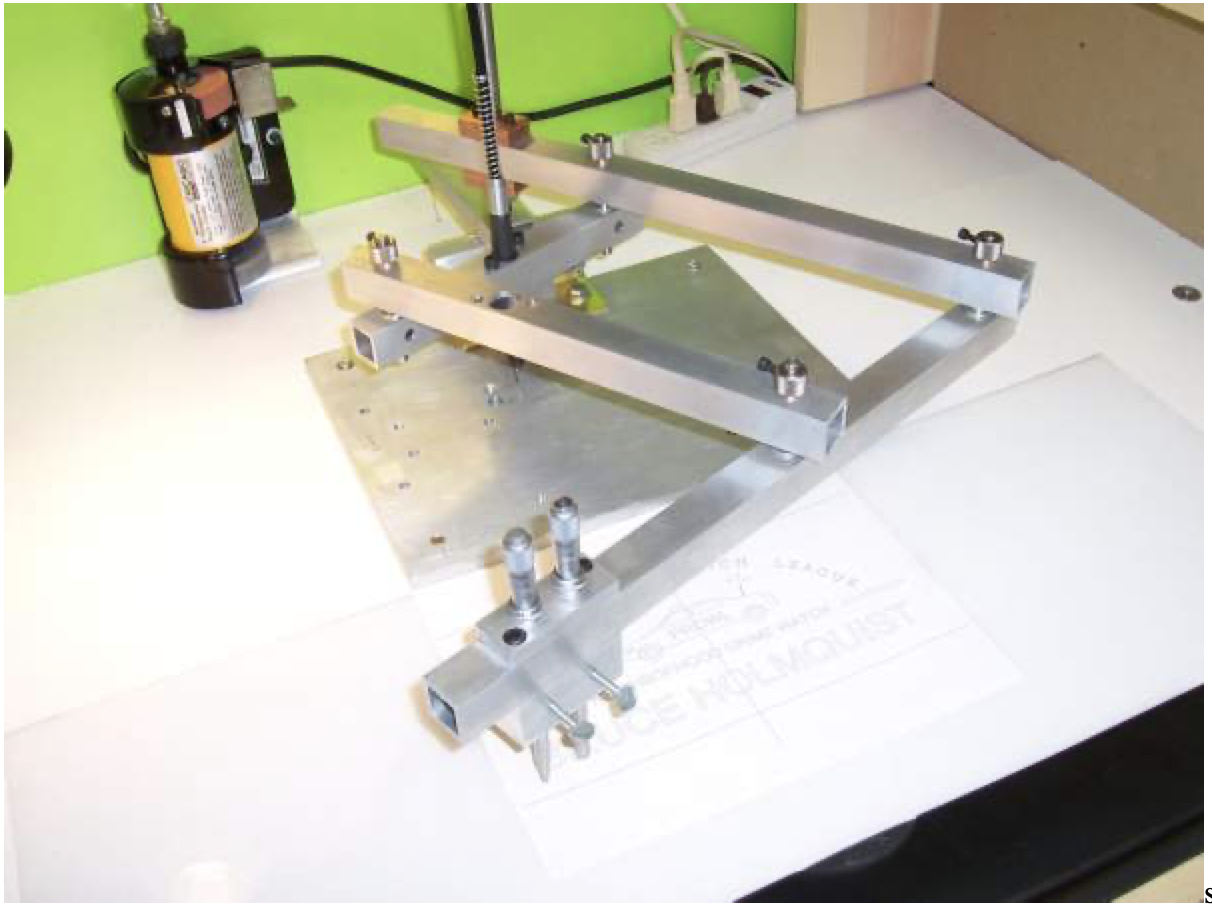
Looking through my list of potential projects, a pantograph for engraving was discovered. It is shown below. I have not been able to find any other information on this photo of Bruce Holmquist's work. The post originally came from Metal Web News, but the post is no longer available and Bruce could not be located via a simple web search.
My first challenge was learning how to design a pantograph from a geometrical perspective. One website was particularly helpful by Peter Lewis of Australia. A key takeaway from the multiple websites consulted was that three points had to be colinear, the fixed point, the tracing point, and the drawing point. The scale of transformation is then the ratio between the fixed and drawing points distance to the drawing and tracing point distance. (Cringe!!)
This pantograph will be used to transfer large designs to smaller engravings on metal. After deciding to utilize two fixed scales in this pantograph, 2X and 3X a number of pantograph sizes were explored by the use of a spreadsheet. Key for this design is locating one of the engraving points (the location of the spinning graver) on one small arm and the other on the other small arm. This is more easily seen in the crude sketch below than described. The solid dots are pivots, the open circles are engraver locations, and the dot in a circle is the tracer location.

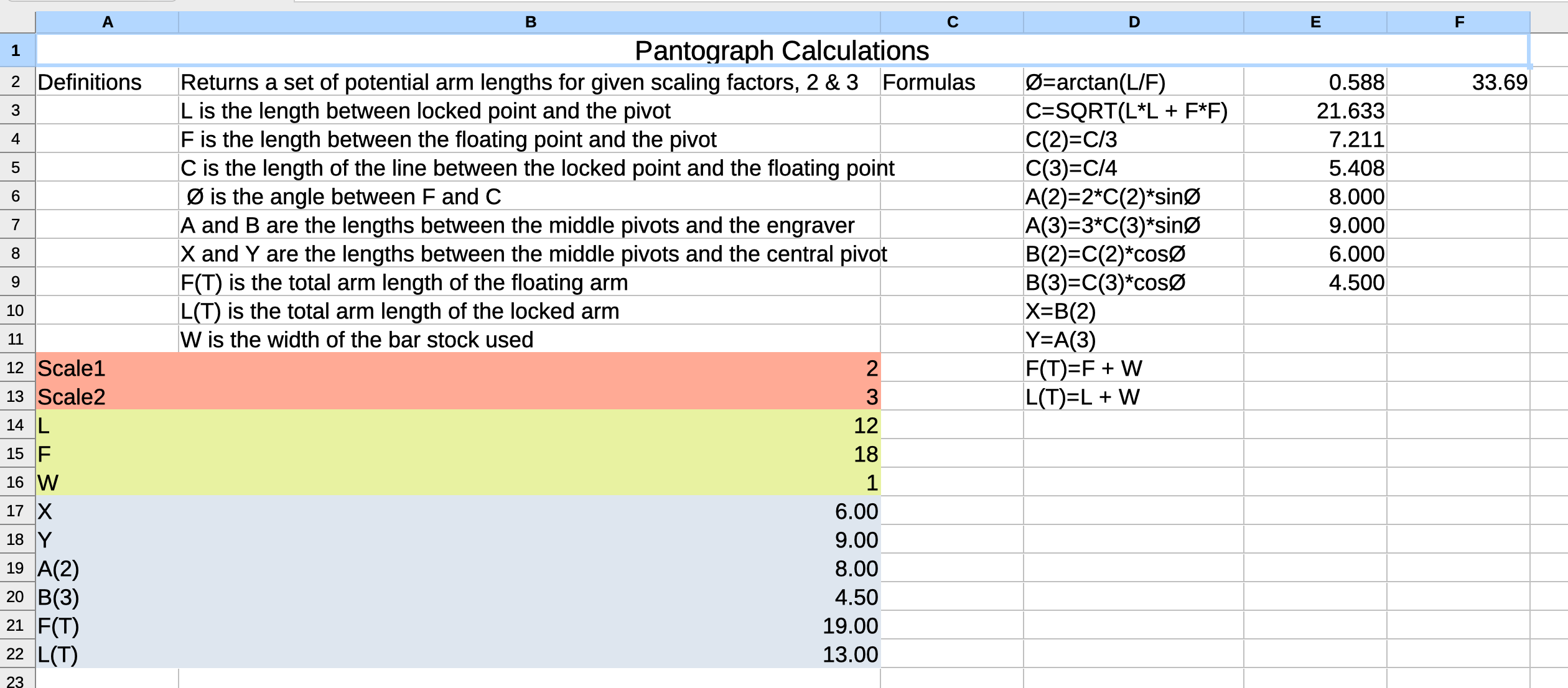
As can be seen in the spreadsheet 12" and 18" lengths for the long legs were propitious choices!
The spreadsheet calculated key dimensions for this pantograph, namely the distances between pivot points and the distances of the two scribing locations. The material chosen is 1" X 1" aluminum square tube. 47" of the aluminum are required. Bruce used square tube and I plan to as well.
The next design issue is making the pivots, so they have little give in the x, y, or z directions, but rotate easily. Reaming the holes in the bars to an exact size and using drill rod as the pins, threaded on both ends, should be sufficient. Spacers will be used between bars and washers on the outsides. Something like nyloc nuts might provide the tight, but not too tight, attachment. The support shaft also serves as a pivot and will require a base and clamping mechanism of some sort.
The other two parts to design are the jigs to hold the scribe and the Dremel extension shaft. These require consideration of setting the appropriate height for the cutting tool and thus setting the height at the fixed end and at the scribe. Ideally all of this would be controlled by a mechanism at the fixed endpoint. More practically the pantograph will have some inherent flex, so setting the height may need to be done at both the fixed end, the scribing end, and at the cutting spindle. Another issue is how is the scribe easily moved between disconnected parts of the design without upsetting height settings. Maybe a vertical movement of the spindle accompanied by a stop?
Looking at Bruce's version I noticed the setscrews holding the scribes in position. These setscrews should be moved to the opposite side, more challenging to adjust, but out of the way when looking at the scribe on the diagram. Or maybe moved to the side.
My current plan is to explore all of these issues and more with a wooden prototype. This prototype was my first goal and was a learning experience. Some wood scraps were located: one was 1/2" X 5/8" and the other was 5/8" X 5/8". The following lengths were cut: 19", 13", 9", and 7". Centered holes were marked with the following separations: 18" on the 19" length, 12" on the 13", 8" on the 9", and 6" on the 7". A hole was marked at 6" on the long arm and at 8" on the 13" arm. Two holes were marked for the pencil, one on the 9" arm at 8" and one on the 7" arm at 4.5". All holes were drilled 1/4" except for the latter two which were drilled with an L drill, 0.290, to fit the 0.30" pencil. Carriage bolts, washers and screws were used to assemble the pantograph.
A square of particle board had a 1/4" hole drilled in one corner. A 1" length of 1/4" ID brass tube was cut from scrap. A long carriage bolt went through this board, through the tube and through the fixed hole on the 13" arm. A pencil was pushed through the larger hole at the ostensible X2 scale position. A punch went through the 1/4" hole at the scribe end of the 19" arm. With the board and a sheet of paper clamped to the table saw and a demo engraving set under the scribe, a test was conducted. The transfer went very well, More care should have been taken to raise the scribe at the end of each letter, but most were clear as seen in the first photo below. The second shows the device as used. The scale is clearly not 2:1, but is 3:1!!!


I clearly misunderstood the relevant dimensions determining magnification. I used a 2:1 dimension of the distance between the pencil and the scribe on the long arm relative to the distance between the pencil and the fixed point on the shorter arm. I should have used the distance between the fixed point and the scribe to the distance of the pencil point from the fixed point, i.e. 2X is a pencil point centered between the fixed point and the scribe.
The spreadsheet was corrected, producing new dimensions. Only one new bar had to be made, a 9" bar, and a leftover from cutting the first four bars was exactly 9"! The new dimensions are shown in the rough sketch below (sketch is not dimensionally accurate).

The pantograph was remade with the new dimensions shown above and produced a two-fold reduction as expected. Using the pantograph highlighted a number of issues that will need to be addressed in the final version. First, with the fixed pivot as the main support, there is a lot of vertical play as the weight of the pantograph is all off to the same side. Second, rigidity of the scribe and the pencil, in this case, had a big impact on the ability to accurately follow the pattern and produce an adequate representation. Third, the ability to lift the pencil is paramount to transferring anything other than a continuous line, conflicting with the first issue.
Aluminum square tubing, 1" with 1/8" wall thickness, was ordered along with a base plate, 1/4" aluminum plate.
A modification was made to the prototype to see if it could be used for wood engraving. The Dremel's flex-shaft is 1/2" in diameter with 0.003" increases for the knurls. The pencil hole was opened to 1/2" after carefully aligning the drill press spindle with the pencil hole. A scrap of wood was screwed to the side of the cross piece centered on the 1/2" hole. A cross hole was made with a #29 drill and tapped 8-32. An 8-32 aluminum screw was located and the resulting arm, ready for the Dremel is seen below.

Testing the pantograph prototype with the Dremel was explored this morning. The Dremel was set up with a 0.072" end mill in the flex-shaft. A few "modifications" were made to the prototype. First, a stack of 1/2" of washers on top of the brass spacer was used to raise the pantograph. A block of wood was set under the outbound side of the pantograph for support. A second block of wood, patterned hex in the photo below, was used to raise the bit off of the wood. The wood to be cut was taped to the prototype's table with double sided tape. The pattern to be transfered, my favorite metalworking magazine, was also clamped at an appropriate height for the transfer, a block of wood rests under the letter "M". The Dremel was switched on and the "M" was followed slowly with the scribe. With all of the sawdust nothing could be seen until it was brushed away. Success!! Much better than expected as seen in the second photo below with fuzzies still attached.


The only real issue is the need for some means of controlling cutting depth. Would an inexpensive dial caliper serve this purpose? A lock of some kind would also be required. My first thought was to make a split collet to hold the flex-shaft and slide through the hole in the arm. The diameter of the split collet would be difficult to control giving a poor fit in the arm, so a simpler collet with a set screw will be used instead. A sketch of this setup is shown below.

Note, the caliper needs to be oriented correctly or it will hide the dial behind the flex-shaft.
The selected inexpensive dial caliper jaw was readily marked with a file. A length of 0.750" round steel rod was located and a 4" length was cut off with the hacksaw. Both ends were faced using a collet in the South Bend lathe. Made an attempt to drill the through hole, but the chuck was frozen and would not tighten on a 1/2" shank center drill.
A quick check of a drill chuck repair video on YouTube revealed that the outer ring needs to be pressed off. Purchased a 4" X 1 1/2" galvanized pipe nipple. This with a heavy ball peen hammer, a block of wood and much effort removed the outer ring of the chuck. The "broken" nut was extracted and the problem became immediately apparent, the threads were broken off as seen in the photo below. A new chuck was ordered from Shars, they don't carry repair kits for this brand of chuck, and will arrive in four days!

In the meantime work began on the pantograph arms. The 1" square aluminum tube that was purchased was cut into four lengths: 20", 14", 10", & 9" with a hacksaw. The ends were deburred. The locations of the pivot holes were carefully marked out and punched. One hole was marked at the end of a bar and then the second was carefully located at the desired distance from the first. All bars were held on a block of wood on the milling table with two step clamps. The hole was located with a 1/16" drill, drilled with a #1 drill, then a "T" drill, and finally reamed 3/8". The holes were deburred. The first photo below shows the pantograph bars cut and the second shows them at this stage of construction.


The spacers, which will reside between the aluminum bars at the four pivot points were made from a length of 3/4" aluminum rod. This rod was faced and a skim cut was taken to clean up the outside diameter. A 3/8" hole was drilled and reamed about 3/4" deep. Four washers were parted off at 1/8". These washers were deburred and are seen in the photo below. (These won't get much wear, thus the choice of aluminum.)

The axles which will serve as the pivots were made from 3/8" drill rod. Four 2 7/8" lengths were cut off with a hacksaw. The rods were faced, 0.40" reduced to 0.248", and heavily chamfered on the end of the nascent screw. This same operation was performed on both ends of all four rods, production mode. The axles are a close fit through the washers and maybe too close of a fit through the bars. A quick touch-up with a reamer did not help.

Using a reamer in the drill press helped most of the holes accept the axles. One hole required a 3/8" drill. All of the holes and axles fit better after putting the axles in and spinning the bars for a bit. Even though I cannot yet start on the Dremel flex-shaft holder I decided to make it out of brass as it won't require screwing to the spacer, but can be soldered. Still waiting on the drill chuck, so the axles were threaded 1/4-20 with a die. The lathe and die holder were not usable as the chuck could not hold the axle tight enough. All eight ends were threaded by hand in the vise. Drill rod at this size was at my limit. I need a larger hand die holder for these small dies.

Significant work remains to be done on the bars, but a quick assembly was in order this morning. Washers will be needed under the to be purchased locknuts. The setup is quite a bit more rigid than the wooden prototype and yet moves easily.

With the new drill chuck in hand work commenced on the flex-shaft support tube. A 3 1/2" length of 3/4" brass round bar was cut from stock. While held in a collet on the South Bend lathe, it was faced, center drilled and drilled up to 31/64". The hole was reamed with a 1/2" reamer and then bored until the flex-shaft was a sliding fit, 0.505". The second end was faced and both ends slightly chamfered inside and out. The two photos below show the support at this point.


A set screw needs to be installed in the tube. The next part to be made is the spacer for attaching the top caliper jaw to the just made tube. There are two ways of making this that come to mind. A block of brass can be line bored to produce the desired 3/8" radius cutout. Alternatively, a large block of brass can be drilled up to 3/4" and then cut in half. Drilling two smaller blocks of brass clamped together might also be a possibility. Of course, boring could replace some of the larger drills.
My brass stock of sufficient size is quite limited so line boring was the chosen methodology, necessitating making a boring bar. The bar was made from 1/2" hex steel. A 4" length was held in the three-jaw chuck on the Sherline lathe, faced and center drilled on both ends. The hex was cross drilled and reamed for a 1/8" hole. The bar was turned 90° and after making a flat with an end mill a hole was drilled into the first with a #43 drill and then threaded 4-40 for a set screw.
A 5/8" length of 1/8" drill rod was cut off with a hacksaw. This short rod was mounted in a collet and the end cut to a 60° included angle. The tip was rounded with a file. This now pointed rod was held in the milling vise and an end mill was used to remove half of the point. The cutting tool was heated to cherry red with a propane torch and quenched in motor oil. The flat face of the tool was honed with a fine stone.
Meanwhile, a block of scrap brass 1 X1/8" square and 1/2" thick was squared up in the mill. This was mounted on scrap to raise it 3/8" above the lathe cross slide. The cutting tool made above was mounted in the bar of hex such that it protruded by 1/8" and the entirety was mounted between centers on the lathe. This is shown in the first photo below. The tool and setup worked perfectly cutting an arc from the brass in increments of 0.005". The finished brass piece is seen in the second photo. The third shows the perfect fit between the 3/4" cylinder and the caliper mount. The fourth photo shows the things completed this morning.




The width of the top spacer beyond the cylinder is 0.319". The width of the square tubing beyond the same cylinder is 0.125", so a spacer needs to be made for the bottom caliper blade, 0.194" thick. The part was quickly made from a scrap of 1/4" X 1" brass. It was drilled with 6-32 through holes 5/8" apart centered across the spacer as seen in the photo below.

The caliper was mounted in the vise on the mill in preparation for drilling through holes for the 6-32 screws. After marking the caliper blades with a punch the center drill did not touch the steel. The steel of the caliper blades is softer than a file, but harder than an HSS drill. A carbide spotting drill readily began a hole, but I have no carbide drills less than 1/4". A quick trip to Menard's where a cobalt titanium drill was purchased, 7/64", was a waste of time as this drill also didn't touch the hardened steel. Should a different attachment method be devised or should a carbide drill, $12, be ordered online?
Working on my birthday following a lovely dinner out with the wife last night. After deciding on the clamp option two clamps were made from 1/8" X 3/4" square aluminum cutoffs. A 1/2" slot was milled down the middle of the clamps about 1/16" deep. A through hole for a 6-32 screw was drilled just inside the slot. The two spacers from above were also modified. A 0.02" slot was milled in each and a hole was drilled and threaded just above this slot. The clamp for the lower jaw still needs to have the attachment holes countersunk. The third photo below shows the clamps holding the spacers tightly to the caliper jaws.



The lower spacer was returned to the mill vise and held on parallels. One hole was aligned using the through drill and the drill chuck switched to the collet with a 1/4" end mill. This was lowered into the spacer 0.085" producing the countersink. The table was moved 0.625" and the operation was repeated on the second hole. The screw heads are 0.259" diameter so the holes were further opened using an H drill. The screws are a nice fit as seen below.

The shorter arms were previously marked for the holes at 6". These were drilled this morning up to 3/4" through both sides. After some work with a file the flex-shaft support tube was a reasonable fit in both as seen in the photo below. The less than perfect fit in a non-reamed hole reminded me that a hole needs to be drilled and tapped for a set screw.

Both small arms were marked out for the screws needed to hold the bottom spacer in place. These holes were then drilled and tapped for 6-32 screws. The outside and inside were deburred. The opposite sides were marked for set screw holes, which were drilled and tapped for 8-32 screws. Finally, the bottom of each arm was marked with an electric engraver. The two photos below show the results of these actions.


The upper spacer block was soldered to the flex-shaft support tube. The combination was cleaned up a bit with 600 grit sandpaper as seen below. The entire apparatus at this stage of construction was assembled as seen below. It is sturdy as a rock! All that is left is the back pivot post and the scriber attachment.


In the photo above the short arms are attached incorrectly to the two longer arms.
Finishing up the flex-shaft mounting attachment requires a set screw installed in the tube and fabrication of a stop collar. Then work can begin on the scribe and its attachment to the longest bar, as well as determining how best to make the main pivot and base.
Two 8-32 set screws were made from 3/8" brass hex. The tube with attached upper mounting block was held in the milling vise and the spindle centered over the tube. The tube was drilled through with a #29 drill and tapped 8-32. After a bit of cleanup the set screw was installed as seen below.

A 1 1/8" O.D. brass ring magically appeared in my brass scrap box. It was about 3/8" wide. Both ends were faced and the inside bored to fit the flex-shaft support tube. After chamfering corners and light sanding on the outside it was drilled on center and tapped 8-32. The stop collar is shown below installed on the tube.

A support for the scribe was quickly designed and made. A 1/2" X 1" X 1 1/8" block of brass was cut from stock with the horizontal bandsaw. The two cut ends were squared up in the mill and then two shoulders were cut on opposite 1" sides. These were cut 0.25" deep and 0.25" wide. The corners were all deburred. The block at this stage is shown below.

The block was returned to the mill vise and set up for drilling the holes for screws to attach it to the aluminum square tube. Two holes were drilled as through holes for 6-32 screws. These holes were countersunk with a 1/4" end mill. The block was then centered in a four-jaw chuck and drilled up to an A drill. It was reamed 1/4" for the yet to be made scribe.
The scribe holder was finished by drilling and tapping a cross hole for an 8-32 screw. The scribe was made from a 4" length of drill rod. One end was faced and the rod flipped end for end in the chuck. The opposite end was cut at a 60° internal angle almost to a point. The point was slightly rounded with a file. After again flipping the rod in the chuck the non-pointy end was knurled and the end chamfered. The completed scribe in the scribe holder is shown below.

A hole was drilled and reamed 1/4" on the long leg of the pantograph 18" from the hole at its far end. The work had to be done on the drill press as the mill has a major problem with the z-axis. In any event the work was readily accomplished even though the table had to be moved between the drill and the reamer. The photo below shows the scribe temporarily in place.

Finishing the scribe attachment was accomplished by aligning the scribe holder with the scribe in place on the arm. A punch mark was made in one hole with a transfer punch. The holder was removed and the punch mark was drilled and tapped for a 6-32 screw. The holder was attached to the arm with scribe and one screw, then punched for the second hole. This second hole was drilled and tapped. Reattaching the holder to the arm made for a too tight fit of the scribe, so the 1/4" reamer was used to "true up" the holes allowing for a tight but sliding fit for the scribe. (Probably should ream the holder and aluminum bar in one go.)

The base and pivot need to be designed. The picture my pantograph is based on, shown above, has an extension from the base and the pivot is somehow attached to this extension. The extension sits on top of the base, where the material to be engraved sits. The pivot shaft could either be attached to the extension by a screw running through the extension and into the shaft or the pivot shaft could be threaded, screwed through the extension and secured with a locknut underneath the extension. In my design the extension will be attached to a corner of the base as opposed to an edge, providing more room for the piece to be engraved.
The arm will be surmounted by brass blocks, above and below, through which the pivot shaft will run. This will insure the rather heavy and extended pantograph will not rock on the pivot. Washers will be used to establish the height of the pantograph above the base. The pantograph was reassembled and measured, the distance from scribe to pivot is approximately 10" - 27", closed to mostly open, though most of the time the engraver will be about 7" - 10" from the pivot putting the scribe 14" away. The diagonal of the 12" square aluminum base is 17", providing plenty of room to handle even the largest designs, but potentially interfering with the design location. It might be worthwhile cutting off the bottom corner of the square base. Plans for the pivot shaft, extension and base are sketched below. The entire apparatus will be attached to a wooden base. No telling where I will store it when not in use!!

A cutoff of 1/4" X 2" aluminum bar was cut to 4" with a hacksaw and the ends filed smooth. All burrs were removed. The extension was clamped to a corner of the deburred 12" square aluminum plate and drilled with a F drill The bottom plate was tapped 5/16-18. The extension holes were opened to 21/64" and deeply chamfered for two screws. The extension mounted to the square plate is seen below.

The first attempt to make the support for the pivot from 1" brass was not successful. The width was sufficient for the screws, but not for the screw heads. A wider piece of brass, 1 1/8", will be used instead. The brass was cut from dwindling stock and marked for a 1/2" hole 3/8" from one 1" long edge. This hole was drilled and reamed to 1/2" with the last drilling and reaming done on the South Bend lathe. Meanwhile a 5" length of drill rod was faced on both ends and one end reduced to 5/16" for 1/2". An undercut was made with a cutoff blade. The end was threaded 5/16-18 with some difficulty. The pivot shaft was inserted through the above drilled hole and screwed into the aluminum extension. The threads must be crooked in either the hole or on the shaft as the brass block does not sit straight! Pretty sure it is the shaft with a slightly bent threaded section!
The offending threaded bit was cut off and the shortened shaft was held in the three jaw chuck on the South Bend lathe. The shaft was faced and 1/2" reduced to 5/16". This reduced section was single point threaded. Setting the gear box to the correct B2 setting was challenging as the shifters did not want to move, but eventually they were worried into the correct positions. A new threading tool was set up and the threads were cut. About halfway through the handle controlling start and stop came off. Luckily the pin inside did not jump too far away. I struggled returning it to position so ended up just holding it tightly while turning and cutting. In the end threads were turned that nicely fit the hole in the aluminum plate. The threading setup is shown below.

The bored block of brass was marked, 3/16" in from the corners farthest from the bored hole. Two through holes were drilled at these marks , 3/16" diameter. The bored block was mounted on the shaft installed in the aluminum plate. One hole was transferred, drilled and tapped. After remounting and putting a screw into this newly tapped hole the second hole was transferred. This hole was also drilled and tapped 8-32. A photo of the mounted shaft is shown below.

This project has been beset by machine difficulties. First, the mill has problems with both y- and z-axes. The y-axis moves with a squeal, while the z-axis was "bumping" when lowered and now the handle turns freely with no movement whatsoever. The South Bend lathe now has a malfunctioning split nut handle. Projects will need to be put on hold while I fix these recalcitrant machines.
After reading a page in the South Bend lathe rebuild manual, fixing the half nut cam lever was trivial, as the book pointed out the screw below it. Two hours were spent repairing the mill z-axis, mostly because it is so difficult to get the mill positioned for work. The entirety of the z-axis mechanism was removed after removing the motor. The screw, the saddle nut and the lock were thoroughly cleaned as was the vertical column and the motor mount. The problem was guessed to be the set screw holding the screw to the column thrust bearing allowing the z-axis screw to shift relative to the handle. The part of the screw shaft where this set screw bites is pretty worn. On the other hand the screw and the saddle nut were in great condition. All is now good and the reduced backlash was programmed into the DRO. On to the final part of the pantograph, the arm's brass supports for the pivot shaft.
The plan for making these supports, one above and one below the arm, is as follows. Two 1/4" thick brass blocks will be made with two through holes each. They will be mounted on the arm. The arm will be held in the milling accessory on the South Bend lathe. The lathe will be used to drill and ream the 1/2" hole through all three parts, producing the perfect fit for the pivot shaft.
Two 1 1/4" lengths of 1/4" X 1" brass bar were cut from a scrap. Both were cleaned up in the mill and deburred. The two blocks were clamped together in the mill vise with a scrap of paper. They were center drilled and drilled 3/16" in from two opposite corners with a #29 drill through. One block had the holes opened to 0.177" and the other had the holes tapped 8-32.
The opened hole block was clamped to the aluminum bar so its center aligned with the bars 12" mark, 12" from the hole at the opposite end. The two holes from the block were transferred to the aluminum bar. These two marks were drilled through for the 8-32 screws. The photo below shows the two support blocks screwed to the aluminum bar.

With the support blocks in place the center of the support was marked and punched at 12". The bar was held in the South Bend milling accessory with a scrap of wood behind it. After aligning the headstock with this punched mark the brass was center drilled. It was then drilled with a 31/64" drill followed by reaming with a 1/2" reamer. The three photos below document this process as well as a shot of the bar on the pivot shaft. It spins freely as desired, but with no slop. It is time to take it apart, clean it up, and assemble the finished pantograph.



The four shafts for bar connection were individually returned to the lathe and given a quick sanding with 600 grit sandpaper. All 3/8" holes in the bars were touched up with the reamer. All of the brass and aluminum parts were sanded with a gray Scotch pad. The parts sans base are shown in the photo below.

That actually is not all of the parts as the bits for holding the calipers are not included. In any event the pantograph went together reasonably easily. It can be seen in the photo below. What cannot be seen is the ease and precision of movement. A wooden base needs to be made for bolting the plate down and the pantograph will soon be complete. (Also a spacer for holding the pantograph higher on the pivot shaft needs to be made and an additional set screw needs to be made as one is needed to lock the flex-shaft holder in place.)

On this very hot first day of fall one of the last parts to be made is the wooden base. An 18" X 33 1/2" rectangle of 3/4" particle board was cut from stock with the circular saw. Two 7/8" holes were drilled partway through the base board with a 7/8" Forstner bit to provide relief for the lock nuts on the backside of the aluminum. The aluminum was marked for three holes 1" in from each of the unused corners. These holes were transferred to the base board before deeply chamfering. The three transfer marks were drilled (3/64" under thread size) for a threaded insert, which was easily installed. The photo below shows the aluminum square attached to the wooden base.

The last parts, pivot spacers, were quickly made this morning. A 2 1/2" length of 5/8" round brass bar was cut from stock and held a collet in the South Bend lathe. It was faced on both ends. This was followed by drilling and reaming to 1/2". This tube was cut into three sections by parting off: 1/2", 3/4", and 1" lengths. The parts were deburred and are shown below. The second photo shows the completed pantograph with the 1" spacer installed.